
Työssä
PONSSE Elephant ‑kuormatraktori: Valmista tuli, mutta miten?
Metsäkoneen valmistus on työntekijöiden osaamisen ja teknologian hyödyntämisen muodostama kokonaisuus. Toimiva kone syntyy, kun osat valmistetaan ja asennetaan tuotantolinjan kussakin työpisteessä laatutavoitteet täyttäen. Katso kuvat ja lue, kuinka metsäkoneita valmistetaan Ponssen Vieremän tehtaalla.
17.1.2018
RUNKOHITSAAMO
Metsäkoneiden taka- ja eturungot valmistetaan ihmisten ja robottien yhteispelillä. Työvaihe alkaa siten, että Ponssen alihankkijoiden valmistamat metsäkoneiden etu- ja takarunkojen osat kiinnitetään hitsausjigiin eli telineeseen, jossa ne voidaan annettujen mittojen mukaisesti hitsata hallitusti yhdeksi kokonaisuudeksi. Kun osat on asetettu tarkoitetuille paikoilleen, ryhtyy levyseppähitsaaja sillottamaan eli hitsaamaan rungon lyhyillä saumoilla kokoon niin, että se pysyy kasassa. Tämän jälkeen robotti hitsaa runkoihin pitkät saumat ohjelmoinnin mukaisesti.


– Mittatarkkuutta ja hitsaustaitoa pitää olla, sekä tuntemusta metallista ja siitä, miten se käyttäytyy eri lämpötiloissa. Silmä on kokemuksen myötä harjaantunut näkemään millinkin mittavirheet. Epätarkkuuksia ei saa olla, jotta runkoihin voidaan seuraavassa vaiheessa kiinnittää tarvittavat osat ja että tuleva tuotantoprosessi voi sujua ongelmitta, levyseppähitsaajat Mika Gråsten ja Jorma Kuparinen kertovat.
KONEISTUSKESKUS
Kokoon hitsatut rungot siirretään koneistuskeskukseen. Työntekijöiden valvonnassa toimiva robotti poraa kuljettimella eteneviin runkoihin reiät ja kierteet, ja valmistelee kaiken muun, mitä eri osien kuten esimerkiksi nivelten tai moottorin runkoon asentamisessa tarvitaan.

– Koneistuskeskuksen ohjauksessa tarvitaan kokemusta suurista kappaleista. Sen rinnalla toiminta ohjausyksikön kanssa edellyttää myös tietotekniikan osaamista. Siinä on paljon muuttujia. Rungot siirretään koneistuksesta maalaamoon, mitä ennen niistä kuitenkin poistetaan purseet eli koneistuksen jäljiltä jäänyt ylimääräinen materiaali, CNC-koneistaja Riku Eerola kuvailee.
OHJAAMOVALMISTUS
Ohjaamojen rakentaminen aloitetaan lattia- ja kattoelementeistä. Työntekijöiden ja heidän ohjauksessaan toimivien robottien valmistamat elementit siirretään siltanosturilla hitsausjigeihin asennettaviksi, minkä jälkeen rakennetaan ohjaamon putkirunko ja pellitetään ohjaamo. Sitten ohjaamo siirretään C‑koukulla viimeistelyhitsaukseen, mistä se etenee pintakäsittelyyn.

– Siirrymme päivittäin työpisteeltä toiselle. Kaikkien pitää osata kaikki tehtävät, että tulee kiertoa ja työt sujuvat. Yhdessä vuorossa on viisi työntekijää ja yksi harjoittelija. Työvaiheet kuitataan aina henkilökohtaisesti. Viimeistelijä on vastuussa siitä, että kaikki on kohdillaan. Hän ei päästä ohjaamoa käsistään ennen kuin se on valmis, asentaja Veli-Matti Kauppinen tiivistää.
MAALAAMO
Tehdassalin seinälle sijoitettu elektroninen tuotantotaulu kertoo maalaamon työntekijöille, mitä osia linjalle on tulossa. Prosessi alkaa robottien hoitamalla raepuhalluksella. Puhalluksen jälkeen osista poistetaan pintaan jääneet epäpuhtaudet. Osat pestään, kuivataan uunissa ja puhaltamalla ja suojataan maalausta varten. Kun maalari on vetänyt pinnat valmiiksi, siirtyvät osat automatiikkavaiheeseen. Ne seisovat ensin 20 minuuttia ohenteiden poistamiseksi ja siirtyvät sitten 40 minuutiksi uuniin, minkä jälkeen vuorossa ovat jäähdytys ja poraus. Siitä osat siirtyvät kokoonpanolinjalle.

– Meillä on kiertävä systeemi. Olen tänään suojaamassa, huomenna maalaamassa, sitten päivän poraamassa ja hiekkapuhaltamassa. Systeemi on koettu hyväksi. Se edellyttää moniosaamista ja rasittaa kaikkia tasapuolisesti. Vuorossa on viisi työntekijää, maalaamotyöntekijä Teuvo Tikkanen kommentoi.
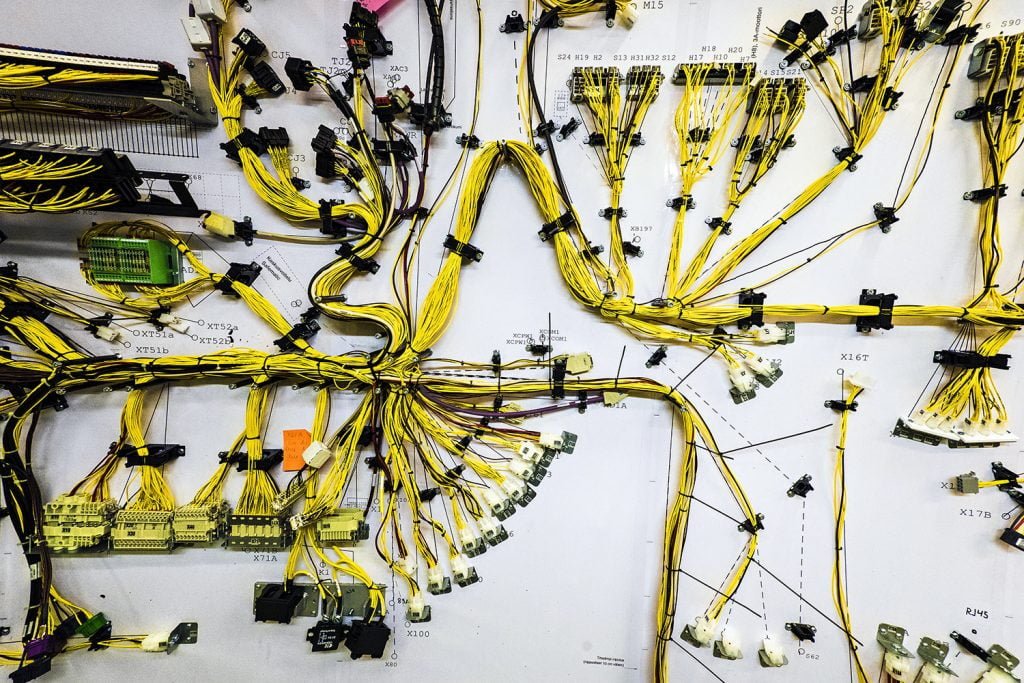
JOHTOSARJATUOTANTO
Johtosarjatuotannossa valmistetaan metsäkoneissa tarvittavat johdotukset ja varustellaan istuimet. Istuimiin laitetaan käsinojat, ohjauskahvat, jalusta, penkkikaapeli, tietokone ja muut tarvittavat osat. Istuimet testataan ennen kokoonpanolinjalle lähettämistä.

– Varustelemme istuimet asiakkaiden tilausten mukaisesti. Siitä seuraavalla vaihtelulla on vaikutuksensa työn vaativuuteen. Laatu varmistetaan ennen kuin istuimet asennetaan paikoilleen, johtosarjatyöntekijä Kaisa Lilja sanoo.
KOKOONPANOLINJA
Kokoonpanolinjan alussa runkoihin asennetaan jakolaatikko, syylari eli jäähdytin, webasto eli lämmitin, rasvarit ja hydrauliikkakomponentit. Lisäksi laitetaan letkut paikoilleen ja niputetaan ne niin, että muut osat kuten moottorit ja öljysäiliöt saadaan seuraavissa työvaiheissa siististi asennettua.

– Paljon on hallittava, mitä kaikkea ja missä järjestyksessä pitää laittaa paikoilleen tai mitä asennetaan ylä- ja alakautta. Se kaikki on konekohtaista ja riippuu osin myös asiakkaiden tilauksista, asentajat Jussi Partanen ja Toni Sirviö kertovat.
OHJAAMOLINJA
Ohjaamolinjan ykköspaikalle tulee maalattu ohjaamon runko, missä se massataan. Tämän jälkeen ohjaamoihin lisätään tarvittavat osat kuten tietokoneet, sähkökeskukset, istuin, sammutinpullot ja verhoilujen alle tulevat komponentit. Viimeisenä paikoilleen laitetaan avattavat ikkunat ja ovet ja Scorpion-malleihin esimerkiksi katto ja valot. Valmis ohjaamo testataan ennen paikoilleen asettamista.

– Sorminäppäryyttä tarvitaan paljon. Enimmäkseen laitellaan pieniä osia paikoilleen. Isot lasit ovat painavia, mutta muuten kahden päivän kierrolla tehtävä työ on aika kevyttä. Ohjaamokokoonpanossa tehdään asennuksia välillä myös polvillaan. On joutunut opettelemaan uudestaan tuon konttaamisen, koneasentaja Veli-Matti Vartiainen hymähtää.
HARVESTERIPÄÄN VALMISTUS
Hakkuukoneiden harvesteripäät valmistetaan kuten etu- ja takarungotkin eli työntekijöiden ja teollisuusrobottien yhteistyönä. Levyseppähitsari liittää ja hitsaa harvesteripään osat lyhyillä saumoilla runkoon kiinni. Robotti puolestaan hitsaa ohjelmoinnin mukaisesti pitkät saumat, minkä jälkeen harvesteripää rakennetaan valmiiksi nosturin varassa toimivaksi metsäkoneeseen liitettäväksi ”työrukkaseksi”.

(KUVA PETTERI RAITO)
– Robotit eivät huoleta. Ne helpottavat monia työvaiheita, mutta eivät pysty kaikkea tekemään. Toisaalta ne tarvitsevat aina ihmisen operaattoriksi, levyseppähitsari Pasi Hälinen toteaa.
VARASTOTYÖ
Varastotyöntekijä toimittaa oikeat osat tarpeen mukaan tuotantolinjan eri vaiheisiin. Hän katsoo kapulasta eli elektronisesta laitteesta, mitä osia työpisteissä milloinkin tarvitaan, kerää osat varastosta ja kuljettaa ne kohteisiinsa. Pienet osat siirretään kärryillä ja isot trukilla. Työhön sisältyy myös tavaran vastaanotto.

– Työ on pohjimmiltaan yksinkertaista, mutta skarppina pitää pysyä, että minkä osan ottaa hyllystä. Ulkomuistista jos rupeaa keräilemään, niin saattaa tulla virheitä, varastotyöntekijä Noora Sorri aprikoi.
LOPPUTARKASTUS
Tuotantoprosessi sisältää ennen lopputestausta jutussa jo mainittujen lisäksi seuraavat päätyövaiheet: takatelin asennus ja runkojen yhdistäminen, nosturin jalustan ja polttoainesäiliön asennus, kuormaimen nosturin asennus, ohjaamon asennuksen valmistelu ja takarungon sähköjen asennus sekä ohjaamon ja konepeiton asennus. Näiden jälkeen lopputestaukseen ajetaan valmis metsäkone, joka voi olla harvesteri eli hakkuukone, tämän jutun pääkuvassa näkyvä PONSSE Elephant ‑kuormatraktori, yhdistelmäkone, nosturi tai kuormain. Lopputestauksessa esimerkiksi tarkistetaan nesteet, kalibroidaan hakkuupään paineet, kellotetaan nosturi ja laitetaan tehdasasetukset kohdilleen. Sitten kone siirretään vielä koeajosavotalle testattavaksi oikeisiin työolosuhteisiin ennen kuin se jätetään toimitusvarusteluhallille ja asiakkaalle toimitettavaksi.
– Lopputestaus vaatii tarkkuutta ja konekohtaisen osaamisen siitä, mitkä toiminnot pitää testata ja mitä asetuksia käytetään. Vaikka teemme säädöt koneisiin sijoitetuilla tietokoneilla sähköisinä, pitää tässä ymmärtää myös mekaniikasta ja hydrauliikasta, lopputestaaja Miska Ollikainen mainitsee.
TEKSTI PETTERI RAITO
KUVAT MISKA PUUMALA
Ponsse Oyj
PERHEYRITYS
PERUSTETTU 1970
PERUSTAJA Einari Vidgrén
KOTIPAIKKA Vieremä
LIIKEVAIHTO (2016) 517,4 miljoonaa euroa
LIIKETULOS (2016) 55,2 miljoonaa euroa
TYÖLLISTÄÄ Ylä-Savon alueella suoraan noin 700 henkeä.
TYÖLLISTÄVYYSVAIKUTUS noin 1 500 henkeä.
Omavalmistuksen osuus on korkea.


